Вспомогательные станки
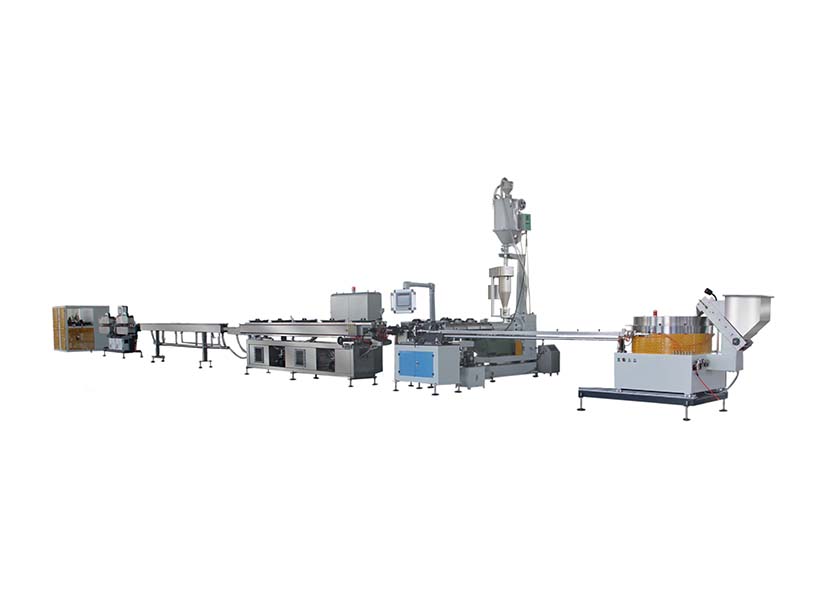
Линия по производству профилей из ПЭ/ПП/ПВХ
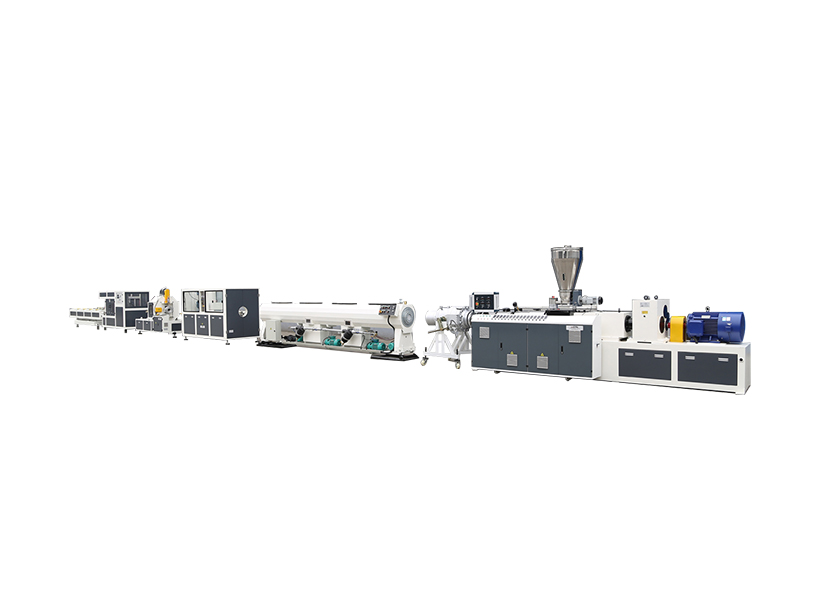
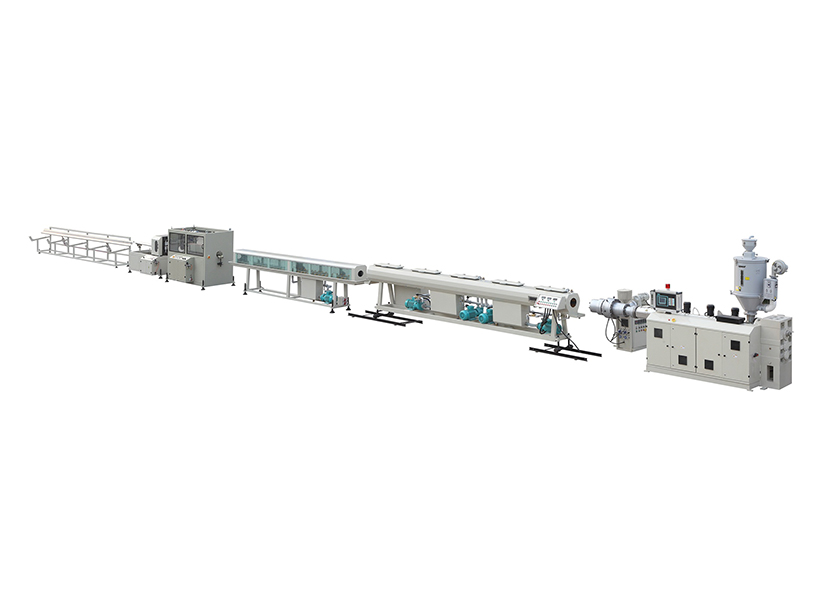
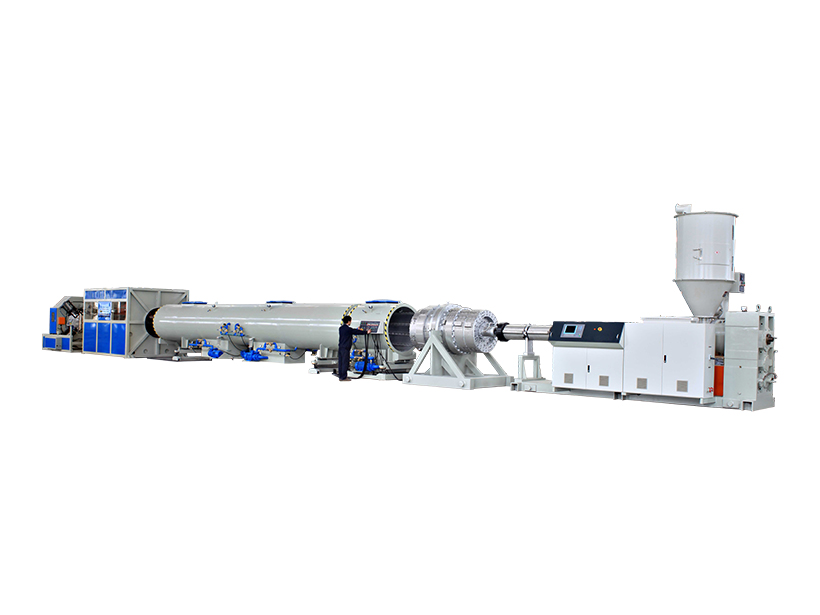
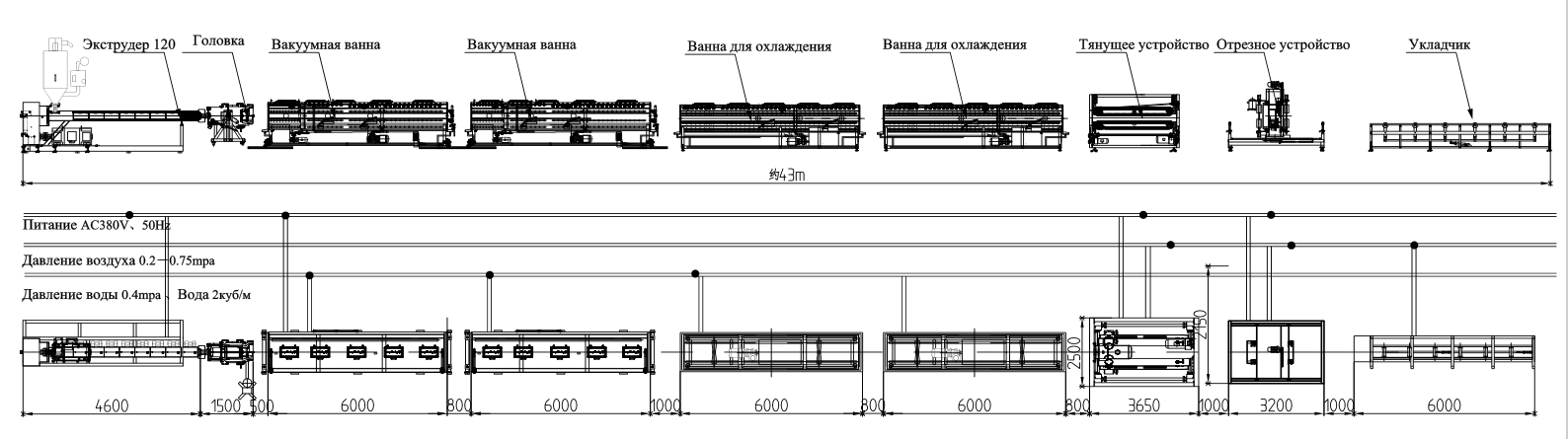
Линия по производству труб из ПЭ/ПП/ПВХ



Экструзионные линии ПЭ используются для производства канализационных труб, труб водопровода и газоснабжения. Шнек экструдера снабжен барьерной зоной и зоной смешения, а цилиндр специальными канавками. За счёт этого обеспечивается хорошая пластификация и смешение материала в экструдере. Конструкция калибрующей и охлаждающей системы обеспечивает стабильность диаметра трубы.
Состав линии для производства ПНД труб:
Автоматический загрузчик
Система управления
Одношнековый экструдер
Со-экструдер для маркировки
Трубные головки и матрица, карибры
Вакуумная вана
Ванна охлаждения
Тянущее устройство
Принтер
Отрезное устройство
Намотчик или Штабелер
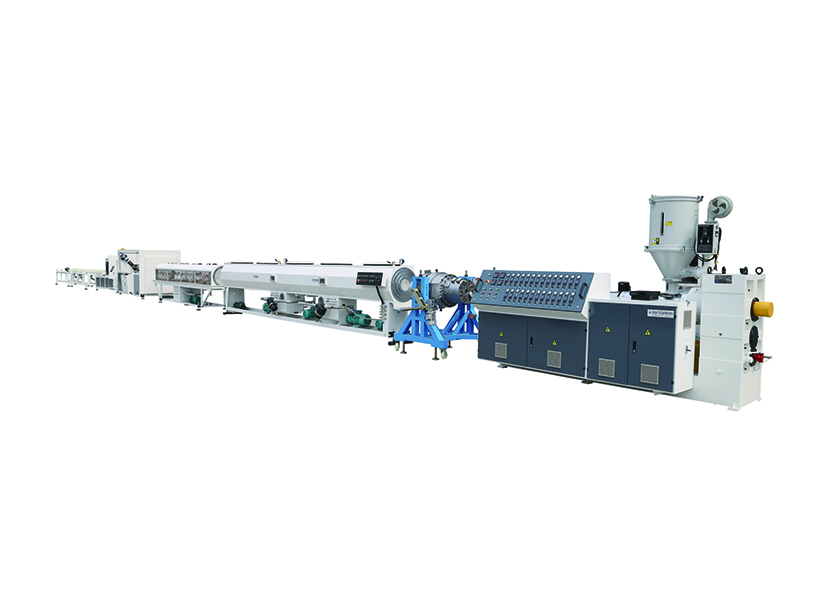
Процесс производства полиэтиленовых труб:
Производство труб ПНД начинается с загрузки гранулированного сырья в приемный бункер экструдера, откуда оно попадает в оснащенный нагревательными элементами рабочий цилиндр. Перемещаясь от зоны загрузки, сырье последовательно проходит к более горячим секциям цилиндра.
Фильера — определяет форму готовой продукции и во-многом ее качество. Существует множество конструкционных решений, обеспечивающих качественную формовку. В общем виде, технология производства полимерных изделий требует, что бы при прохождении расплава, фильера имела фиксированную температуру.
В разных конструкциях фильер применяют плоские или патронные нагревательные элементы. При прохождении внешней матрицы и формообразующего дорна заготовка уже приобретает вид готовой продукции.
Далее, в процессе калибровки, заготовка попадает в вакуумную ванну, где окончательная формировка трубы происходит в результате давления, прижимающего заготовку к калибровочной форме.
Заключительный этап производства полиэтиленовых труб — стандартная нарезка и укладка труб в бухты. Для этого, в зависимости от диаметра и толщины стенок труб, используются гильотинные резаки или дисковые пилы.

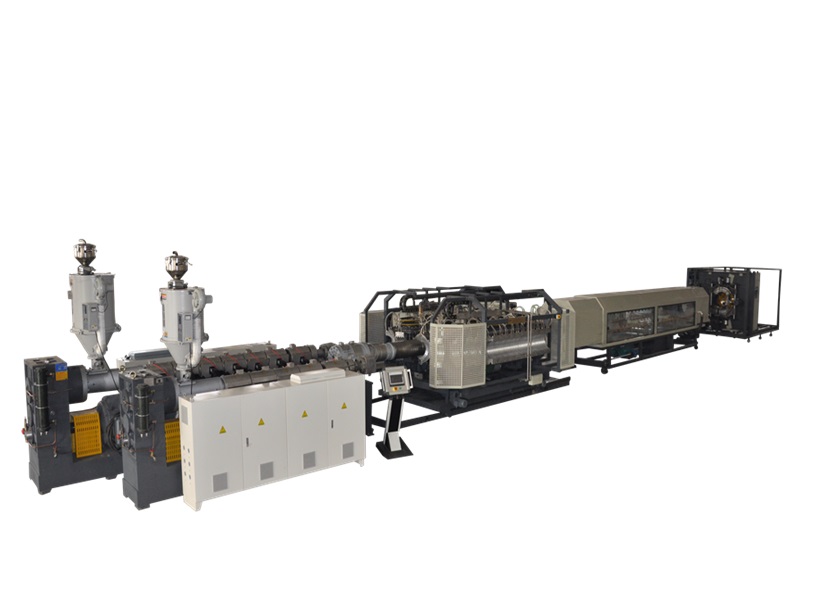
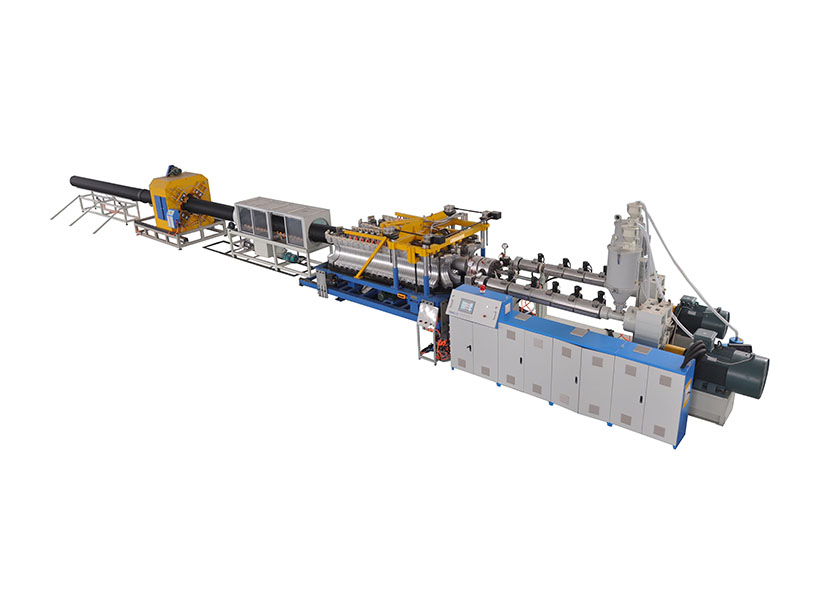
Компания производит линии по производству двустенных гофрированных труб из ПЭ (32-1200мм)/ПВХ (200-800мм), линии по производству ПЭ труб для водоснабжения и газоснабжения (16-1600мм).